At present, there are 3 billet continuous casting machines, the varieties cover common building materials and industrial wire rod, compared with similar domestic steel mills, billet intermediate packages of refractory material exists in the intermediate package of low age, refractory accidents, etc., which has a greater impact on the production and quality stability. With the accelerated transformation and upgrading of the company, there are higher requirements for billet production and quality improvement, in which the stability of intermediate pack resistant material plays an important role. Therefore, it is especially important to optimize the intermediate package refractory, improve the stability and service life of the intermediate package refractory, and ensure the stable and smooth production of continuous casting.
1.Small billet continuous casting parameters and intermediate package resistant material configuration
The production and use of intermediate packages require a variety of refractory materials, including castables, coatings, dry materials, water spouts, slag retaining wall series, continuous casting of the three major components.
2.Intermediate package refractory optimization
2.1Optimization of refractory parameters
a.Monoblock Stopper Optimization
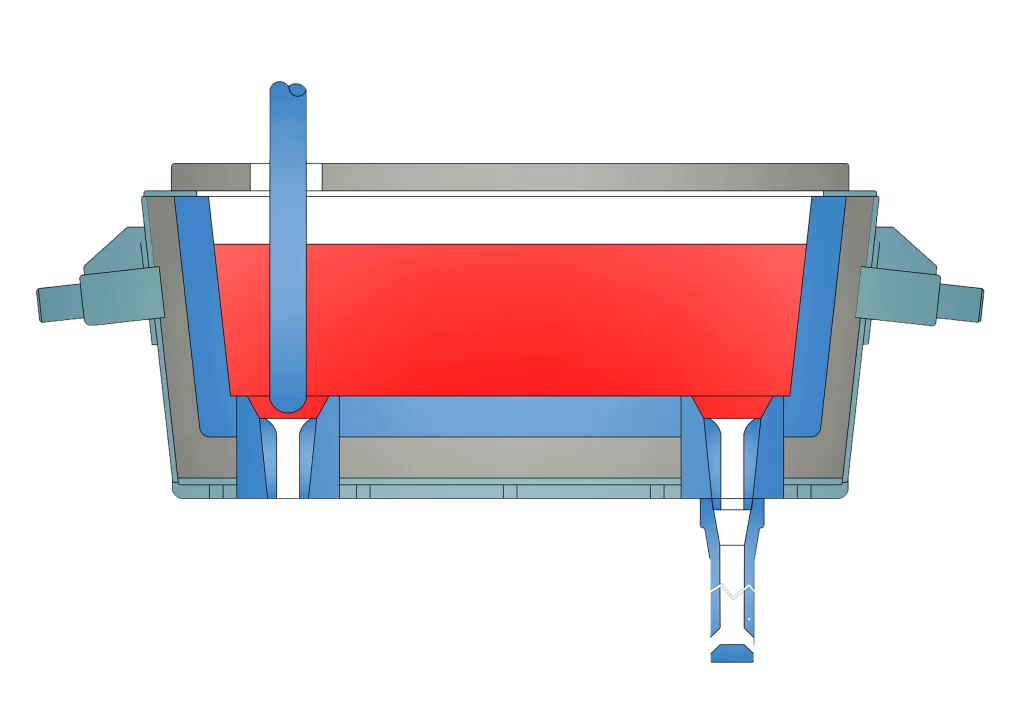
Small billet casting machine flow control mode are plug rod flow control, small billet original plug rod head for fat, blunt head, flow control with the steel flow and the bowl of the upper water outlet contact area is large, the same amount of steel over the conditions of erosion speed, pack age increase is prone to occur due to the head of the rod erosion caused by the steel flow out of control accident too fast. For this reason, the plug rod selection was optimized, the plug rod head was improved to a thin, pointed head, the plug rod head length increased by 20mm, the plug rod head R value optimization, expanding the contact surface of the effective flow control, improve the life, improve the erosion uniformity, and improve the accuracy of the flow control, to ensure that the later good flow control. The center process hole of the plug rod is extended to improve the thermal shock stability of the rod tip. The total length of the plug rod is increased by 100mm so that the plug rod is higher than the middle package cover, preventing the plug rod core from baking deformation, nut loosening, and reducing the flow control abnormality. After optimization, the plug rod head and the size of the upper water outlet are better matched, and the flow control is stable.
b.Optimization of the upper nozzle
Small billet original on the water mouth diameter quasi-30mm, the amount of steel in the unit of time, low pulling speed needs to be frequently involved in the plug rod flow control, the number of times to increase the card rod punching rod, not conducive to improve the life of the plug rod, prone to stopping casting the plug rod can not be jammed problem. But on the water mouth diameter down to a certain extent (such as quasi 23mm), although the flow control problem has been greatly improved, but there will be a replacement of immersed in the water mouth when the steel flow can not keep up with the problem, after a number of experiments to find out, the inner diameter of quasi 25mm on the water mouth is the most conducive to the control of the flow of steel and the plug rod life improvement.

c.Impact plate optimization
The impact plate is used in the impact area of intermediate ladle steel to prevent the leakage accident at the bottom of intermediate ladle. The original size of the impact plate for billet is 480mm×480mm×60mm (length×width×thickness), the size is small and the thickness is not enough, the impact strength is not enough. When the long water mouth is not set correctly or the ladle is skewed, the steel flow is very easy to impact to the area outside the impact plate, which affects the service life of the intermediate ladle, and in serious cases, causes the leakage accident at the bottom of the intermediate ladle receiving mouth. For this reason, the impact plate is re-optimized, with a size of 700mm×550mm×100mm (length×width×thickness), and the corresponding area is designed as a small trapezoidal shape in order to facilitate burial close to the ladle wall at the overflow opening.
2.2Optimization of refractory construction methods
a.Improvement of the construction method of nozzle well block tiles
In the case of intermediate packages constructed with plaster, the area around the spout block is filled with plaster after placement in order to ensure that the bottom spout block is securely in place. The spout block absorbs water from the spread as the spread contains a lot of water. Before pouring steel in the intermediate ladle, usually due to the baking time is short or the baking temperature does not meet the requirements, resulting in the water outlet seat brick in the water outlet is not fully discharged, in the acceptance of steel from the ladle pouring down is very easy to crack or burst collapse, the mouth of the water appeared to be sunken, resulting in the loss of the plug rod to control the flow of the role of the serious scouring, affecting the intermediate ladle of continuous casting of the number of successive pouring of the furnace to improve, and in serious cases, affecting the continuous casting of the steel pouring of the smooth progress.
Aiming at the above shortcomings, a new construction method of water outlet seat brick was developed. Specifically: before construction, the bottom of the intermediate package reserved for the installation of the water outlet seat brick position, the rest of the bottom of the intermediate package using the coating material construction is completed, according to the requirements of the placement of the water outlet seat brick, and then use the magnesium dry vibrating material to fill in the water outlet seat brick around the use of a small hammer will dry vibrating material pounding can be compacted. The main composition of the dry vibrating material includes sintered magnesium sand particles of different grain sizes, electrofused magnesium sand fine powder, phenolic resin powder and a small amount of additives. Dry vibrating material does not contain water, when pouring steel spout seat brick is not easy to crack; filled with dry vibrating material will not be with the spout seat brick and the bottom of the package permanent layer of high-temperature sintering to form a whole, when the end of the pouring pouring intermediate packages can be automatically separated from the fall; can be effectively avoided intermediate packages of water spout seat brick cracking or cracking in the process of pouring steel, is conducive to the plug bar to play a normal role in controlling the flow, while also solving the problem of the impact of serious impact due to the plug bar scouring to At the same time, it also solves the problem of serious impact on the number of consecutive casting furnaces due to the scouring of the plug rod; in addition, the spout seat brick can be automatically separated and dislodged when tipping the middle ladle at the end of pouring.
b.Optimization of the installation method of the upper nozzle
After the working layer of billet intermediate package is coated, the installation of the water spout starts immediately. Since the coating material contains a lot of water, the water spout will absorb the water from the coating material in the subsequent construction and use process, and the water-absorbing water of the water spout is prone to chipping and cracking, which affects the control of the steel flow, and even influences the production in a smooth manner. For this reason, the installation method of the water spout was optimized, requiring that after the working layer of the coating material is smoothed, it must be left for 3~5h, and the water must be dried naturally before installing the water spout.
2.3Optimization of refractory materials
a.Optimization of the spout baking process
Traditional billet spout baking device for special roaster baking, roaster flame surrounded by the spout around, slowly baking and heating to the required temperature. Baking efficiency is low, and the bowl of the lower spout and the shell is not favorable, the overall spout baking may also occur due to collision with the baking device caused by the spout fracture accident. The billet spout baking by the external baking improved for the extraction of internal baking, the flame from the bottom of the middle packet extraction, spout from the inside to the outside of the baking, baking device is simple, easy to operate, baking effect is better.
b.Optimization of baking process for intermediate packages
The baking time of the intermediate package is generally long (average 5~7h), and there is over-baking of the plug stick, which reduces the life of the plug stick, and at the same time, there are many times of anomalies due to the over-baking of the plug stick stick bonded to the water outlet. Through a series of optimization and adjustment, the baking time of the intermediate package is 3~5h to meet the conditions of pouring. For the baking time is too long for the intermediate package must be limited to the use of the number of furnaces or scrapped, the formation of curing standards are shown in Table 4, the intermediate package barbecue process flame requirements (small fire time: the fire touched to the bottom of the package; in the time of the fire: the blue fire overflows the package cover of about 500mm; fire time: the blue fire overflows the package cover of about 300mm; the smallest anomaly in time: the abolition of the middle of the fire time or reduce the time of the fire; the largest anomaly in time: to increase the small, middle of the fire time)
c.Optimization of the operation of the opening and changing of the water outlet
Billet operation before casting is used to repeated test rod, rod inspection, easy to destroy the plug rod head surface anti-oxidation coating, casting process part of the staff also have the habit of punching the rod, very easy to lead to the upper water outlet zirconium bowl crack, accelerate the wear of the rod head to increase the plug rod accident. In order to change the operation mode of pouring, we require to gently bring the rods, do not jam the rods, and prohibit punching the rods, and at the same time, we require to quickly change the immersed water outlet without jamming the plug rods, and we require to change the water outlet with the steel flow, which is conducive to reducing the wear of the plug rod head and the bowl of the upper water outlet.
3.Optimization of the application effect of refractory technology
1)The average package age of No. 2 and No. 3 machines in 2018 was improved compared with that of 2017, in which the package age of No. 3 machine was improved as high as 56.60%, and the maximum package age was improved from 18 furnaces to 30 furnaces, as shown in Table 5.
2) Billet refractory accidents decreased significantly, and the rate of full-flow planned stoppage of casting due to billet refractory increased from 85.72% in FY2017 to 95.91% in FY2018. The number of unplanned stoppages due to resistant material decreased from 14 in FY2017 to 6 in FY2018.
3) The baking time of intermediate packages was significantly reduced from 5-7h to 3-5h.
The overall optimization design of billet refractory was carried out, and the standard of intermediate package refractory applicable to billet continuous casting of Shaogang Steel was determined and solidified. The construction method of billet refractory has been improved, solving a series of problems such as sinking of the water outlet seat brick and chipping of the upper water outlet, improving the stability of the middle pack refractory using process, and perfecting the billet refractory using process to improve the service life of refractory.